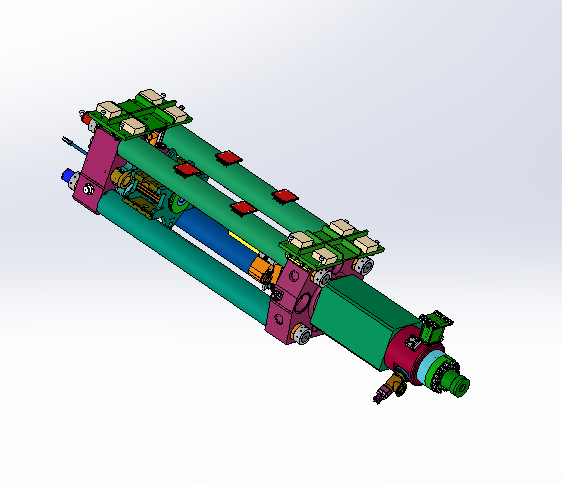
伺服压机,伺服压力机,压装机,装配机,电动缸
提供非标定制、设计、生产、安装、服务一条龙服务
025-85664943

提供非标定制、设计、生产、安装、服务一条龙服务

专业专注、服务至心、尽善尽美
实力强 有保障
8000平方米生产厂房,多条生产流水线,优化各环流程规范化执行,引进高端先进设备并拥有专业生产团队
通过了ISO9001:2000质量管理体系、ISO4001:2004环境管理体系GB/T28001-2001等职业健康安全管理体系认证;
实验室设备质检只有合格与不合格,确保出厂产品合格率100%,权威检测报告、多项专利认证
全面贯彻质量管理体系要求,生产环节严把质量关;覆盖全国范围的售后服务网络体系,让您随时找到我们!

厂家直供销售,免去中间利益叠加,优化原材料供应商、外协厂家和采购流程降低原料成本,优化产品结构和生产流程,保证质量同时节省生产成本
公司拥有专业售后服务团队;随时帮您解决售前售中售后等问题;让您的生产更加顺畅、生产效率大大提高;

售前:免费咨询,专业人员协助了解您的管理需求;
售中:规范化服务,安装、实施、培训,全程负责;
售后:高效负责,电话、电子邮箱、远程服务永久免费!
领导团队是一个年轻但经验丰富的团队,有着年轻人特有的朝气、干劲和创新意识;拥有多名高素质的专业研究设计人员和完善的售后服务系统。

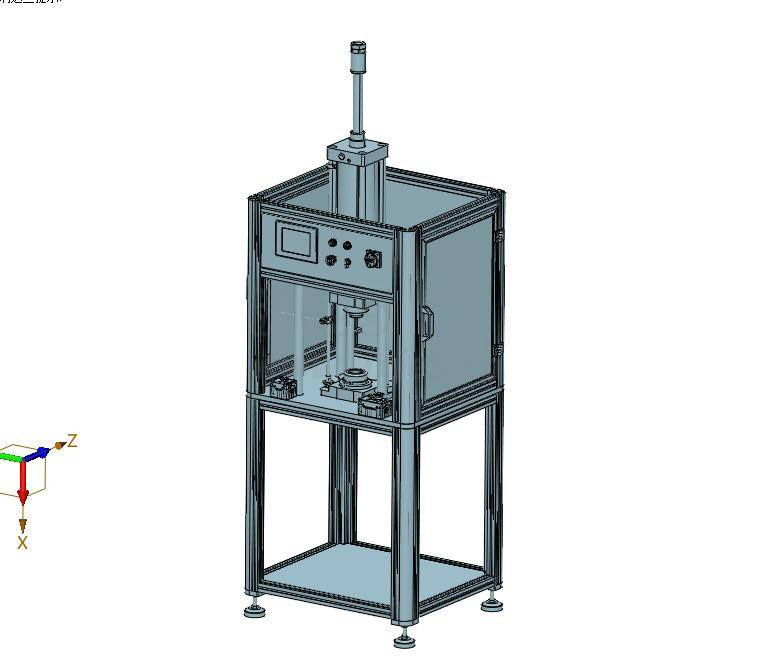
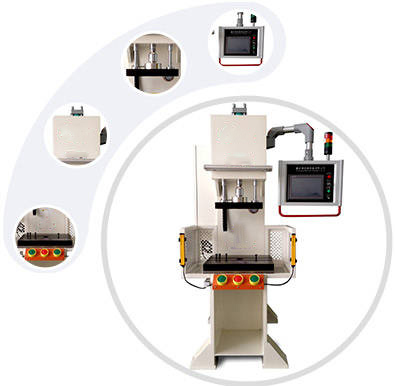
 伺服液压机 滑台式数控伺服油压机 框架式压装机 高精密压装 厂家直供
伺服液压机 滑台式数控伺服油压机 框架式压装机 高精密压装 厂家直供
伺服液压机 滑台式数控伺服油压机 框架式压装机 高精密压装 ···
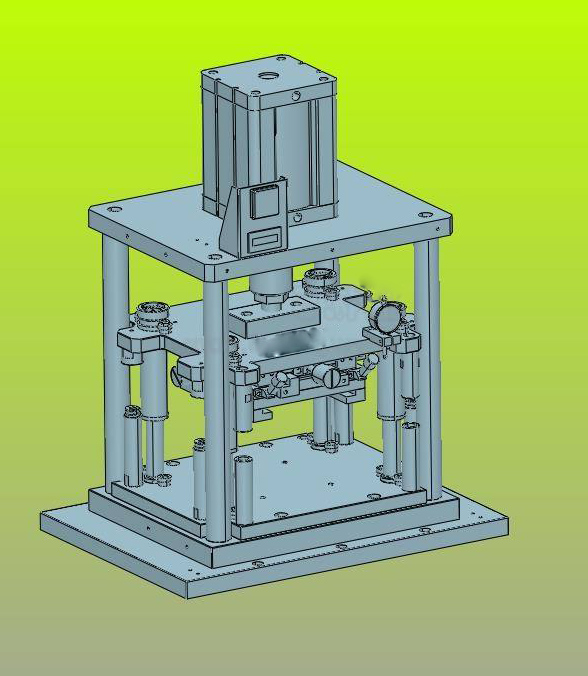
 桌上型伺服压力机 门型转盘式压装机 高精密压装 厂家直供
桌上型伺服压力机 门型转盘式压装机 高精密压装 厂家直供
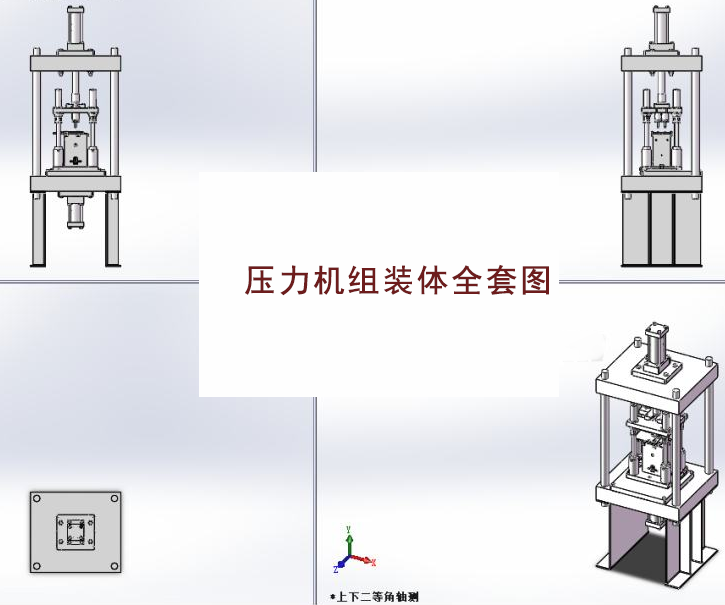
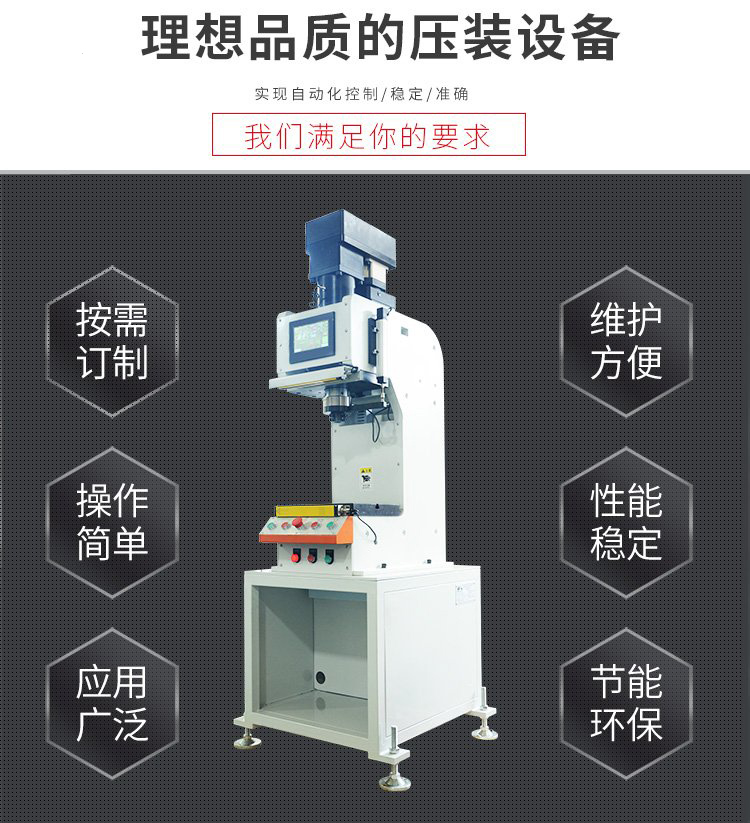
品牌 迅准压力机产品名称 伺服压力机···
 伺服压机提升精度及效率的关键技术
伺服压机提升精度及效率的关键技术
伺服压机提升精度及效率的关键技术 传统压力机的不足&nbs···
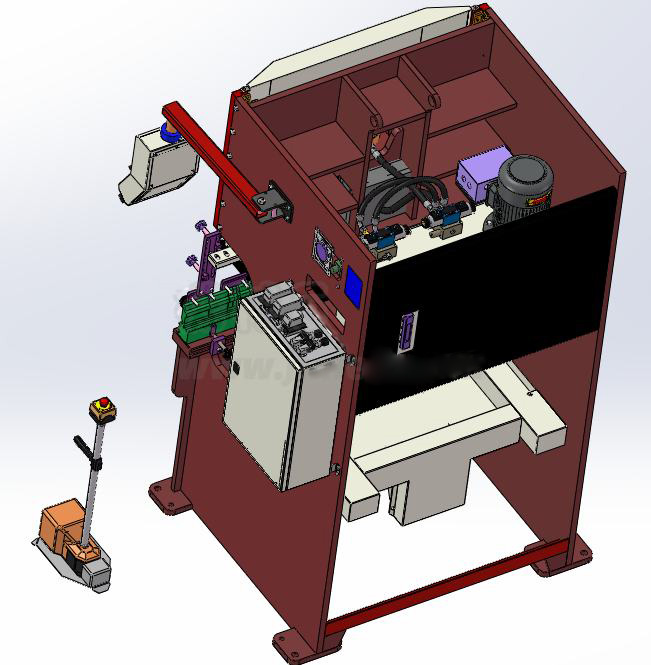
 小型伺服压力机 销轴转向器伺服压力机 齿轮伺服压装机
小型伺服压力机 销轴转向器伺服压力机 齿轮伺服压装机
伺服电子压力机精密伺服电子压力机简称电子压力机,其工作原理是···
 全自动精密智能伺服压装机各种型号
全自动精密智能伺服压装机各种型号
全自动精密智能伺服压装机各种型号南京迅准精密伺服压装机,简称···
 有关智能压力机的种类及工作步骤有什么主要特点
有关智能压力机的种类及工作步骤有什么主要特点
有关智能压力机的种类及工作步骤有什么主要特点压装机主要是用于···

为什么伺服压机正在取代传统气压/液压设备?深度解析制造业效率革命 在新能源汽车电池模组装配线上,一台伺服压机正以0.001mm的精度完成电芯堆叠;在航空发动机叶片成形车间,液压机的轰鸣声逐渐被伺服电机的高频嗡鸣取代。这场悄然而至的制造革命背后,伺服压机正以每年23%的市场增速吞噬传统压机的生存空间。究竟这项技术如何突破百年液压/气压工艺的统治地位?三大维度揭秘产业更替的底层逻辑。 一、能耗对决:从"电老虎"到"能量管家"的蜕变 传统液压系统的能量利用率往往不足35%,而伺服压机却能实现85%以上的电能转化效率。在美的集团空调压缩机生产线实测数据显示: 能耗对比:200吨液压机单次循环耗能2.3kW·h,同等工况伺服压机仅需0.8kW·h 待机损耗:液压站空载时功率维持在额定值40%,伺服系统待机功耗趋近于零 能量回收:伺服电机在下行段将重力势能转化为电能回馈电网,单台年省电费超5万元 这项节能优势在24小时连续生产的汽车零部件工厂尤为显著。特斯拉上海工厂的电池包压装产线改用伺服压机后,单条产线年节电量相当于1500户家庭用电总和。 二、精度革命:从毫米级到微米级的代际跨越 传统气压设备受气源波动影响精度浮动达±0.5mm,液压系统因油温变化产生±0.1mm漂移,而伺服压机通过闭环控制系统,将精度稳定在±0.005mm以内: 指标气压压机液压压机伺服压机 重复定位精度±0.3mm±0.08mm±0.003mm 速度控制精度±15%±5%±0.1% 压力控制精度±20%±3%±0.5% 在半导体引线框架冲压中,伺服压机可实现0.2μm的平面度控制,相当于头发丝直径的1/300。日本电产使用伺服压机制造的硬盘驱动器轴承,将旋转偏心跳动控制在0.1μm内,使硬盘存储密度提升40%。 三、柔性生产:从"机械莽夫"到"智能工匠"的进化 传统压机受限于固定行程与单一动作模式,而伺服压机的数字化控制系统带来颠覆性改变: 多段曲线编程 单次冲压可设置32段速度/压力曲线,满足铝合金精密锻造成形需求 实时参数补偿 通过应变片与视觉传感器数据,自动修正模具磨损带来的0.02mm偏差 工艺数据追溯 每件产品保存200+组压力-位移-温度参数,实现质量全生命周期管理 在苹果供应链企业的Type-C接口冲压产线,伺服压机通过AI算法自主优化出"慢-快-慢"三段式冲压曲线,将接口镀层破损率从1.2%降至0.03%。 四、成本重构:隐藏的长期价值金矿 尽管伺服压机初期购置成本高出液压设备30-50%,但其全生命周期成本优势显著: 成本项液压压机(5年)伺服压机(5年) 能源成本¥58万¥18万 维护成本¥26万¥7万 废品损失¥42万¥9万 停产损失¥35万¥5万 总成本¥161万¥39万 比亚迪在电机轴热套工艺中改用伺服压机后,不仅将过盈配合合格率从88%提升至99.7%,更因减少液压油泄漏每年节省环保处理费用超80万元。 五、未来战场:智能制造的核心支点 伺服压机的数字化基因,正在打开智能制造的新维度: 物联网集成:通过OPC UA协议与MES系统直连,实时上传设备OEE数据 数字孪生应用:三菱电机开发的虚拟调试系统,使产线换型时间缩短70% 工艺云共享:海尔模具建立的压装参数云平台,实现全球20个工厂工艺协同 在博世苏州工厂,伺服压机群通过边缘计算自主优化冲压参数,使产线切换新能源汽车零部件的准备时间从45分钟压缩至90秒。 制造革命的终极答案 当伺服压机将能耗砍去60%、精度提升百倍、维护成本压缩80%时,这场替代早已超越单纯的技术迭代,而是制造业底层逻辑的重构。据高工机器人产业研究所预测,2025年中国伺服压机渗透率将突破65%,在精密电子、新能源、医疗器械等领域完成对传统压机的全面替代。选择伺服技术,不仅是设备升级,更是企业面向智能制造的必然进化——因为在这个微米定生死的制造新时代,精度即竞争力,能效即生命力。
[查看详情]伺服压力机2025:解码智能制造的千亿级技术跃迁 随着新能源汽车、3C电子及航空航天产业的爆发式增长,伺服压力机正从“制造工具”进化为“智能工艺载体”。据高工产业研究院预测,2025年全球伺服压力机市场规模将突破800亿元,而技术迭代速度较2020年提升300%。在这场金属成形领域的颠覆性变革中,五大技术突破正重新定义精密制造的边界。 一、磁悬浮直驱系统:0.1ms响应的终极动力 2025年伺服压力机的核心革命,始于动力系统的量子级跃迁。德国舒勒集团最新研发的磁悬浮直线电机,通过消除传统滚珠丝杠的机械传动链,将压力机响应速度提升至0.1毫秒级。这项技术突破意味着: 冲压频率突破2000次/分钟,较机械式压力机提升5倍 动态精度稳定在±0.005mm,满足动力电池极片0.01mm叠片公差要求 能耗降低40%,特斯拉柏林工厂实测单台年省电费超12万元 日本会田工程开发的混合励磁技术,更将磁通密度提升至2.5T,使6000kN压力机自重减轻35%,为航空航天复杂构件加工带来革命性可能。 二、AI工艺补偿系统:预见性制造的实现路径 传统压力机的“试错式加工”正被AI动态补偿技术终结。2025年主流设备将标配: 多物理场数字孪生引擎 实时模拟温度-应力-振动的耦合效应,提前300ms预测材料形变趋势 视觉-力觉融合控制系统 通过16K工业相机与六维力传感器的数据融合,对冲压裂纹实现微秒级干预 自进化工艺数据库 美的集团武汉工厂的AI压力机,在3个月内自主优化出37种新能源汽车门框的最佳冲压曲线 这套系统使复杂零件的试模周期从7天压缩至4小时,材料废品率降至0.02%以下。 三、超精密伺服控制:突破纳米级形变抑制 在半导体引线框架加工领域,0.2μm的平面度要求正推动伺服控制技术进入新维度: 量子编码器反馈系统 海天精工最新压力机采用0.001°分辨率的光量子编码器,滑块定位精度达50纳米 主动振动抑制算法 通过傅里叶逆变换补偿,将2000Hz高频振动衰减至0.5μm振幅 非线性刚度补偿技术 在镁合金薄板冲压中,实时补偿材料回弹量波动,使成形尺寸离散度缩小90% 这项突破让伺服压力机首次具备光学元件冲压能力,日本发那科已用其批量生产AR眼镜衍射波导片。 四、绿色制造集成:从能耗黑洞到负碳工厂 2025年伺服压力机的节能革命呈现三大趋势: 能量双向流动系统 精锻科技开发的再生制动装置,将滑块下行重力势能转化为电能回馈电网,节电率超25% 超临界CO₂冷却技术 采用31℃临界温度冷却液,使电机绕组温升降低60℃,寿命延长3倍 氢能驱动压力机原型机 中国一重联合清华团队,实现2000kN氢燃料电池压力机连续8小时无排放运行 在宝马沈阳工厂,新一代伺服压力机产线已实现单件冲压碳排放17g,较传统设备下降76%。 五、模块化智能终端:重新定义制造边界 2025年伺服压力机将彻底摆脱“单体设备”属性: 可重构压力机组 通过磁力快换接口,4小时内重组300-6000吨多工位生产线 边缘计算工艺舱 集成5G模组与微型量子计算机,实现工艺参数的离线自主优化 跨设备协同网络 在富士康郑州园区,压力机群通过工业元宇宙平台,与焊接机器人实时共享形变数据 这种进化使单一压力机可同时满足汽车A柱加强板与手机中框的混线生产,设备利用率提升至92%。 万亿赛道的新起点 当伺服压力机的冲压精度突破纳米级、能耗迈进负碳时代、生产模式升维至数字孪生网络,这场技术革命正在重塑全球制造格局。中国锻压协会数据显示,2025年国产伺服压力机市场占有率有望从2022年的31%提升至58%,核心技术专利数量预计突破2万件。在这场智能制造的新竞速中,每一次伺服电机的精准启停,都在书写着中国高端装备的新坐标。
[查看详情]精密伺服压装解决方案和核心技术 精密伺服压装智能压装解决方案是一种结合高精度伺服控制技术、智能化算法和工业物联网(IIoT)的先进制造技术,广泛应用于汽车、电子、航空航天、医疗器械等领域的精密装配。以下是其主要解决方案和核心技术: 1.精密伺服压装系统核心组成 伺服压机(Servo Press) 采用高精度伺服电机驱动,实现压力、速度、位移的闭环控制,支持多种压装模式(恒力压装、多段压装、软着陆等)。 力-位移实时监控 通过高精度力传感器和位移编码器,实时采集压装过程中的力-位移曲线,确保压装质量。 智能压装控制器 内置PLC或专用控制器,支持编程设定压装参数(如压力阈值、公差范围、过载保护)。 2.智能压装解决方案功能 过程质量控制 力-位移曲线分析:实时对比预设曲线,自动判断压装是否合格(如过压、欠压、反弹检测)。 SPC统计过程控制:数据存档并生成统计报告,用于工艺优化和质量追溯。 自适应压装 根据材料变形、温度变化或部件公差自动调整压装参数,补偿工艺波动。 防错与预警 异物检测、部件缺失检测、压装角度偏移报警等。 多工位协同 与机器人、传送带、视觉系统集成,实现全自动化产线(如汽车发动机装配线)。 3.智能化技术扩展 AI与机器学习 通过历史数据训练模型,预测压装质量并优化参数(如压力衰减补偿)。 机器视觉集成 视觉定位引导(确保部件正确放置)、压装后外观检测(如密封圈变形检查)。 数字孪生与仿真 虚拟调试压装工艺,模拟不同工况下的压装效果,缩短开发周期。 4.行业应用案例 汽车制造 发动机部件(轴承、轴套压装)、电池模组组装、刹车片压接。 3C电子 手机/电脑内部精密连接器压装、屏幕贴合、PCB板元件压接。 医疗器械 注射器针头组装、高精度传感器压装(需洁净环境适配)。 新能源 动力电池电芯堆叠、燃料电池双极板压装。 5.系统集成与工业互联 与MES/ERP对接 实时上传生产数据(良率、设备状态)至工厂管理系统。 远程监控与维护 通过IIoT平台实现设备远程诊断、OTA软件升级、预防性维护提醒。 边缘计算 在本地设备端实时处理数据,降低云端依赖,提升响应速度。 6.优势与价值 高精度:重复定位精度可达±0.01mm,压力控制精度±1%FS。 节能环保:相比传统液压系统节能30%-60%,减少油污污染。 柔性生产:快速切换程序,适应多品种小批量生产。 零缺陷制造:通过实时质检降低废品率,符合工业4.0标准。 7.典型供应商与方案 国际品牌: 舒勒(Schuler)、博世力士乐(Bosch Rexroth)、法格塞达(Fagor Arrasate)。 国内领先: 埃斯顿(ESTUN)、汇川技术(Inovance)、新松(SIASUN)。 定制化服务: 根据客户需求提供模块化设计(如防爆型、洁净室型伺服压机)。 通过上述方案,企业可实现从传统压装向智能化、数字化的转型,显著提升生产效率和产品一致性。如果需要更具体的场景适配方案,可进一步提供应用细节。
[查看详情]伺服压力机(又称伺服压装机、伺服压机、伺服压入机、伺服压···
[查看详情]小型伺服压床维修细节:常见故障排除与维护技巧 小型伺服··· [查看详情]
伺服压力机新机器如何现场调试?10大步骤详解与避坑指南 ··· [查看详情]
如何建设伺服压力机工厂及自动化冲压线技术改造项目?全流程··· [查看详情]
以下是浙江省内部分伺服压力机生产厂家的汇总信息,涵盖不同··· [查看详情]
粉末冶金压力机 粉末冶金压力机是用于粉末冶金成型的关··· [查看详情]
高速内塞压装机广泛应用于食品、医药、化工等行业 高速内··· [查看详情]
城市分站: 北京 天津 河北 山西 内蒙古 辽宁 吉林 黑龙江 上海 江苏 浙江 安徽 福建 江西 山东 河南 湖北 湖南 广东 广西 海南 重庆 四川 贵州 云南 西藏 陕西 甘肃 青海 宁夏 新疆 伺服电动缸 更多城市